
Finished my plating. Stuff to share that I learned.
Finished with plating the larger parts today. All that really needed to happen to accomplish this was a different shaped plating tank. Hung the parts in diagonally with the zinc along the sides. Worked well.
Had some rework to do on some of the smaller parts. The colors varied slightly but more importantly the difference in shininess bothered me. I sprayed clear over top of about 12 parts to remedy this. DON'T DO THIS. When the clear was still wet, I was happy. When it dried, I was not.
The problem is Caswell recommends no brightener for a Cad look. This is fine for the first few batches, but slowly your parts start looking like bronze baby shoes with no oil slick colors in them. The solution is to add this brightener in the plating solution to liven things back up. When you do this, the finish is too shiny and starts to dull to acceptable then too dull, repeat. This is tough to control and hard to get repeatable results.
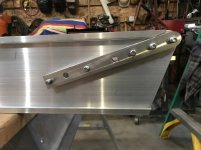
I did some reading and tried three different quick acid dips after zinc plating and right before the chromic acid(color) dip to bring the zinc to a bright sheen. Sulfuric acid was a fail. Muriatic acid was a fail. Nitric acid at a 1% solution was a huge success! The picture of the spar attachment bracket halfway dipped is the difference. I quit using the brightener and used this method on the small parts I had to redo and all of the large parts. Very uniform, very easy to repeat, nice coloring.
Things I learned:
If you blast your parts down to bare metal, plate and chromate them, and are unhappy, 30% more or less Muriatic acid(hydrochloric with impurities), will strip all of the plating back off in about 30 seconds. Do this outside with a broom handle length stick and a wire. When you take the lid off of the bucket and the acid contacts moisture, it smokes. Be upwind. Don't get the acid on anything you like meaning your body, your eyes, or your lungs. When you dip the part and the fizzing stops, you are done. Immediately rinse the steel parts with water then distilled water and immediately re-plate. You won't get the zinc plating back off easily by blasting even with aluminum oxide.
If you chromate your zinc plated parts and are unhappy with the color, 5% more or less Muriatic acid for about 10 seconds will strip the chromate back off and leave the zinc. Rinse the parts with distilled water quickly after doing so to stop the acid and immediately chromate(color) again. This removal must be done when the chromate is still soft. If you let it harden overnight, you are back to the nasty 30% Muriatic bare metal strip down.
A 1% Nitric acid quick dip for 3 seconds after zinc plating and before chromating will make the zinc a nice dull silver color. This is what you want for repeatable results. If you don't have that, strip it all off and zinc plate again. Nitric acid can be bought at a 4% solution and shipped to you non Hazmat. At higher concentrations, that is not the case. It is wicked stuff...
Make sure all of the blasting media is off of your parts before plating. Do this by rinsing with water, then distilled water, then immediately plating. It doesn't take much to wreck the plating, it will stick to the parts like weld splatter and spread across the part like a black horrific cancer. Again, the cure is the nasty 30% muriatic acid stripping.
A little zinc will go a long way. I was worried about not having enough. The pieces I started with were .040 thick, and 4"X8". I was able to plate all of the steel parts pictured here and you can see what was left. It is now about the thickness of a razor blade, but it was enough.
Bath temperature does not seem as important as what Caswell recommended. They recommend 110 degrees for the zinc plating bath, and 80 degrees for the chromating bath. With my larger parts, I had temps down to 70 degrees for both with the same results.
I would skip the zinc brightener solution. Too hard to replicate results between batches.
I whipped up a home brew plating solution after I was done to see if I could get the same results. White vinegar, Epsom salt, sugar. It plated, but it was slow.... I believe if you wanted a good thickness of zinc, it would likely take up to 12 hours at the same .14amps per square inch. Still very thin plating after 2 hours. This elixir was not worth the effort.
In a nutshell if you want to try this, buy the plating solution and the chromate from Caswell. It is worth the money. The zinc likely is too, but I'm going to try a product called Moss Boss which is a roofing product available at Menard's, Home Depot and the like to see what it acts like with the Caswell plating solution. It worked with the homebrew.
Anyway, here are the completed pictures. I'm happy with it. Also included the Hillbilly Dust Collector. For some reason it didn't make it through on my last post.
NOT A CHEMIST, OR AN EXPERT. PLAY WITH STUFF LIKE THIS AT YOUR OWN RISK!
Thanks,
Jim
Finished with plating the larger parts today. All that really needed to happen to accomplish this was a different shaped plating tank. Hung the parts in diagonally with the zinc along the sides. Worked well.
Had some rework to do on some of the smaller parts. The colors varied slightly but more importantly the difference in shininess bothered me. I sprayed clear over top of about 12 parts to remedy this. DON'T DO THIS. When the clear was still wet, I was happy. When it dried, I was not.
The problem is Caswell recommends no brightener for a Cad look. This is fine for the first few batches, but slowly your parts start looking like bronze baby shoes with no oil slick colors in them. The solution is to add this brightener in the plating solution to liven things back up. When you do this, the finish is too shiny and starts to dull to acceptable then too dull, repeat. This is tough to control and hard to get repeatable results.
I did some reading and tried three different quick acid dips after zinc plating and right before the chromic acid(color) dip to bring the zinc to a bright sheen. Sulfuric acid was a fail. Muriatic acid was a fail. Nitric acid at a 1% solution was a huge success! The picture of the spar attachment bracket halfway dipped is the difference. I quit using the brightener and used this method on the small parts I had to redo and all of the large parts. Very uniform, very easy to repeat, nice coloring.
Things I learned:
If you blast your parts down to bare metal, plate and chromate them, and are unhappy, 30% more or less Muriatic acid(hydrochloric with impurities), will strip all of the plating back off in about 30 seconds. Do this outside with a broom handle length stick and a wire. When you take the lid off of the bucket and the acid contacts moisture, it smokes. Be upwind. Don't get the acid on anything you like meaning your body, your eyes, or your lungs. When you dip the part and the fizzing stops, you are done. Immediately rinse the steel parts with water then distilled water and immediately re-plate. You won't get the zinc plating back off easily by blasting even with aluminum oxide.
If you chromate your zinc plated parts and are unhappy with the color, 5% more or less Muriatic acid for about 10 seconds will strip the chromate back off and leave the zinc. Rinse the parts with distilled water quickly after doing so to stop the acid and immediately chromate(color) again. This removal must be done when the chromate is still soft. If you let it harden overnight, you are back to the nasty 30% Muriatic bare metal strip down.
A 1% Nitric acid quick dip for 3 seconds after zinc plating and before chromating will make the zinc a nice dull silver color. This is what you want for repeatable results. If you don't have that, strip it all off and zinc plate again. Nitric acid can be bought at a 4% solution and shipped to you non Hazmat. At higher concentrations, that is not the case. It is wicked stuff...
Make sure all of the blasting media is off of your parts before plating. Do this by rinsing with water, then distilled water, then immediately plating. It doesn't take much to wreck the plating, it will stick to the parts like weld splatter and spread across the part like a black horrific cancer. Again, the cure is the nasty 30% muriatic acid stripping.
A little zinc will go a long way. I was worried about not having enough. The pieces I started with were .040 thick, and 4"X8". I was able to plate all of the steel parts pictured here and you can see what was left. It is now about the thickness of a razor blade, but it was enough.
Bath temperature does not seem as important as what Caswell recommended. They recommend 110 degrees for the zinc plating bath, and 80 degrees for the chromating bath. With my larger parts, I had temps down to 70 degrees for both with the same results.
I would skip the zinc brightener solution. Too hard to replicate results between batches.
I whipped up a home brew plating solution after I was done to see if I could get the same results. White vinegar, Epsom salt, sugar. It plated, but it was slow.... I believe if you wanted a good thickness of zinc, it would likely take up to 12 hours at the same .14amps per square inch. Still very thin plating after 2 hours. This elixir was not worth the effort.
In a nutshell if you want to try this, buy the plating solution and the chromate from Caswell. It is worth the money. The zinc likely is too, but I'm going to try a product called Moss Boss which is a roofing product available at Menard's, Home Depot and the like to see what it acts like with the Caswell plating solution. It worked with the homebrew.
Anyway, here are the completed pictures. I'm happy with it. Also included the Hillbilly Dust Collector. For some reason it didn't make it through on my last post.
NOT A CHEMIST, OR AN EXPERT. PLAY WITH STUFF LIKE THIS AT YOUR OWN RISK!
Thanks,
Jim
Attachments
-
 IMG_0578.jpg82.2 KB · Views: 288
IMG_0578.jpg82.2 KB · Views: 288 -
 IMG_0590.jpg92.4 KB · Views: 273
IMG_0590.jpg92.4 KB · Views: 273 -
 IMG_0591.jpg91.1 KB · Views: 282
IMG_0591.jpg91.1 KB · Views: 282 -
 IMG_0592.jpg33.1 KB · Views: 266
IMG_0592.jpg33.1 KB · Views: 266 -
 IMG_0594.JPG105 KB · Views: 243
IMG_0594.JPG105 KB · Views: 243 -
 IMG_0597.JPG124.1 KB · Views: 357
IMG_0597.JPG124.1 KB · Views: 357 -
 IMG_0598.JPG99.4 KB · Views: 288
IMG_0598.JPG99.4 KB · Views: 288 -
 IMG_0599.jpg51 KB · Views: 278
IMG_0599.jpg51 KB · Views: 278 -
 IMG_0600.JPG272.5 KB · Views: 367
IMG_0600.JPG272.5 KB · Views: 367 -
 IMG_0601.jpg36.8 KB · Views: 203
IMG_0601.jpg36.8 KB · Views: 203








































![IMG_0588[1].jpg](https://www.supercub.org/forum/data/attachments/25/25515-b5ef95773644e0c0001ad557d153d01a.jpg "IMG_0588[1].jpg")









![IMG_0588[1].jpg](/forum/data/attachments/25/25515-b5ef95773644e0c0001ad557d153d01a.jpg)








































